103 冷轧薄板柔性生产线、热轧柔性生产线实训室
主要设备及数量:
序号
|
设备名称
|
技术规格(主要参数)
|
数量
|
1
|
冷轧薄板柔性生产线
|
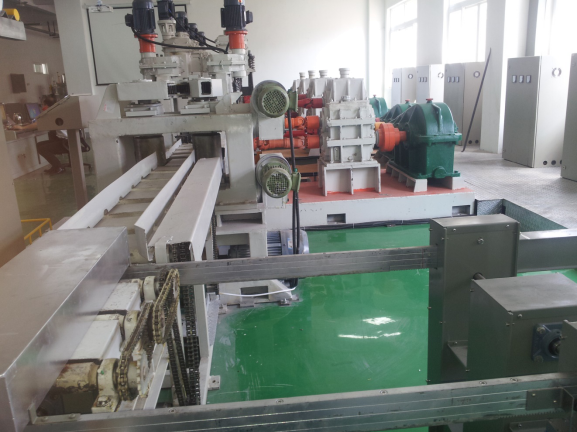
单机架轧机为四辊轧机,具有液压AGC、液压弯辊、轧线高度自动调整装置,工作辊尺寸为φ350×400。机前机后安装“S”辊、防皱辊、防跳辊,具有自动穿带功能。带钢宽度为200~380mm,坯料厚度为0.2~1.2mm,延伸率≤3%,平整速度≤300m/min。机组控制系统采用西门子S7-300/400 PLC,交流调速系统采用西门子变频器,直流调速系统采用西门子直流调速器。
|
1
|
2
|
热轧薄板柔性生产线
|
体现钢坯加热与轧制过程,呈现过程变化;采用一些可以替代或模拟真实工作状况的手段以达到实际生产中的效果。控制系统全部设备采用液压传动、PLC控制;码跺对齐采用汽动挡板;加热炉采用光电显示钢坯料的加热状况,并配以数字显示表示钢坯的加热温度。
|
1
|


冷轧薄板柔性生产线技术文件
一、主要规格
冷轧薄板柔性生产线设备为适用于钢带、铜带、铝带干平整的自动化生产线。其工艺流程为:开卷机→剪切对焊机→入口S辊→入口防皱辊→四辊平整轧机→出口防皱辊→出口S辊→卷取机。带钢宽度为200~380mm,坯料厚度为0.2~1.2mm,延伸率≤3%,平整速度≤300m/min。机组控制系统采用西门子S7-300/400 PLC,交流调速系统采用西门子变频器,直流调速系统采用西门子直流调速器。
单机架轧机为四辊轧机,具有液压AGC、液压弯辊、轧线高度自动调整装置,工作辊尺寸为φ350×400。机前机后安装“S”辊、防皱辊、防跳辊,具有自动穿带功能、操作方便。
二、主要部件配置
序号
|
设备名称
|
单位
|
数量
|
1
|
开卷机
|
台
|
1
|
2
|
对焊机
|
台
|
1
|
3
|
钢卷小车
|
台
|
2
|
4
|
钢卷外径、宽度测量装置
|
套
|
1
|
5
|
轧机
|
套
|
1
|
6
|
入口S辊
|
套
|
1
|
7
|
入口防皱辊
|
套
|
1
|
8
|
出口防皱辊
|
套
|
1
|
9
|
出口S辊
|
套
|
1
|
10
|
卷取机
|
套
|
1
|
11
|
测速仪
|
台
|
2
|
12
|
超声测厚仪
|
台
|
1
|
13
|
压头
|
个
|
2
|
14
|
美国MTS位置传感器
|
个
|
2
|
15
|
水平仪
|
个
|
5
|
三、功能
1.轧制过程中,延伸率、轧制力、辊缝、张力自动控制。
2.带钢板形(轧前)、延伸率、轧制力、辊缝、张力、电流、温度、压力等参数自动显示,轧制过程中手动调节板形。
3.轧机辊缝人工调零、调平,液压AGC控制。
4.机组采用全数字交流变频调速系统,机组轧制速度自动控制。
5.开卷机自动上卷,高度和宽度对中。
6.开卷CPC自动对中。
7.焊机半自动控制。
8.机组二级计算机控制。
9.人工换辊换卷。
10.产品质量检验能力考核(不少于10题)。
11拟定平整工艺方案、解决产品质量缺陷能力考核(不少于10题)。
12正常情况下的设备点检、调试能力考核(不少于20题)。
1.故障(异常)条件下的点检、PLC编程、调试能力考核(不少于20题)。

热轧柔性生产线技术文件
一、主要规格
1.设备基本要求
通过和实物相似的热轧薄板生产线模型来演示从钢坯进厂到加工成材为止的热轧钢板全部生产工艺,主要以钢坯在运动中的动作体现钢板轧制过程中的变化;采用一些可以替代或模拟真实工作状况的手段以达到实际生产中的效果;注意拆装方便,随时有故障可随时修理以锻炼学生动手能力。
全部设备采用液压传动、PLC控制;码跺对齐采用汽动挡板;加热炉采用光电显示钢坯料的加热状况,并配以数字显示表示钢坯的加热温度。
2.设备工艺流程
钢坯垛→机械手→送料辊道→上料台→推钢机→加热炉→出钢机→出炉辊道→机前辊道→立辊轧机→平辊轧机(轧三至五道次)→辊道→四辊二连轧机→辊道→卷取机卷取→机械手卸卷→运输辊道→机械手码垛。
3.设备规格
模型,全部设备配套。
二、主要部件配置
序号
|
设备名称
|
要求
|
主要功能
|
备注
|
1
|
钢坯垛
|
|
堆放原料钢坯。
|
全部设备采用液压传动、PLC自动控制,并由厂家配套提供。
|
2
|
上料机械手
|
|
将钢坯垛的钢坯抓起后放到上料辊道上。
|
3
|
上料辊道
|
|
将钢坯运输至炉前上料台架上。
|
4
|
上料台架
|
采用汽动挡板码跺对齐。
|
把钢坯码放整齐,等待推钢机推钢入炉。
|
5
|
推钢机
|
|
把钢坯料推进加热炉。
|
6
|
加热炉
|
采用光电显示钢坯料的加热状况,并配以数字显示钢坯的加热温度。
|
将钢坯料由常温加热到1250℃,采用光渲染法表示加热炉的加热情况。
|
7
|
加热炉炉体
|
采用全透式设计。
|
用肉眼能观察到钢坯料在炉内的运动情况。
|
8
|
加热显示
|
|
设16个烧嘴(两侧),每个烧嘴都有火焰显示。
|
9
|
加热温度显示
|
|
显示炉内温度的升温或降温情况。
|
10
|
加热炉炉底
|
采用两道有支撑的结构件组成。
|
支撑钢坯在炉内运动。
|
11
|
出钢机
|
采用侧出料。
|
把钢坯从侧面推出加热炉。
|
序号
|
设备名称
|
要求
|
主要功能
|
备注
|
12
|
立辊轧机
|
主传动由电机、减速机、齿轮座、传动轴组成;主电机要可逆。
|
侧压,控制宽度。
|
全部设备采用液压传动、PLC自动控制,并由厂家配套提供。
|
13
|
平辊轧机
|
单架可逆轧机;
主传动由电机、减速机、齿轮座、传动轴等组成;
轧机由轧机牌坊、轧辊轴承、轧辊压上、压下装置组成;
主电机要可逆;
压上、压下装置采用液压装置;
自动控制,轧3~5道。
|
将钢坯轧薄成中间坯。
|
14
|
四辊二连轧机
|
二机架连轧,每架轧机单独传动;
主传动由电机、减速机、齿轮座、传动轴等组成;
轧机由轧机牌坊、轧辊轴承、轧辊压上、压下装置组成;
主电机采用直流调速或交流调速电动机;
压上、压下装置采用液压装置。
|
将中间坯轧成带卷。
|
15
|
辊道
|
出炉辊道、轧前辊道、轧后辊道、上料辊道、运输辊道等;
传动由电机、减速机、轴承座、辊道辊、边轴组成,电机选用统一配置。.
|
运输轧件。
|
16
|
卷取机
|
由卷筒、本体、底座、传动装置、等主要部件组成。
|
完成卷取工作。
|
17
|
卸卷机械手
|
|
卸卷。
|
18
|
机械手码垛
|
|
码垛带卷。
|
19
|
液压设备
|
|
为机械设备提供动力。
|
20
|
气动设备
|
采用空气压缩机,是电机驱动往复活塞式。
|
为机械手和卷取机提供动力。
|
21
|
电气设备
|
全线PLC程序控制,6-8寸触摸屏。
|
|
三、功能
1.可以完成生产准备、设备点巡检、上卷操作、卸卷操作、换辊预调、控制台操作、轧制过程调整、生产事故处理、工艺改进等功能;
2.可开展热轧生产技术培训和技术开发;
3.可对学生、企业的技术人员和操作人员进行热轧生产的职业技能鉴定;
4.可进行热轧板带生产现场教学和实习、实训。